Forge+Bond Factory Tour: ¡nunca has visto llantas hechas así! Video

Hemos recorrido muchas fábricas de ruedas de fibra de carbono, y la mayoría tenemos su salsa secreta. Pero la mayoría también usa métodos muy similares para cortar las hojas de carbono en formas, colocarlas y moldearlas en una rueda.
Por lo tanto, fue bastante refrescante ver cómo Forge+Bond hace sus ruedas. Sí, comienzan con un material diferente: fibra de carbono con infusión de nylon, pero ese es solo el comienzo. Desde el corte hasta la colocación hasta el ensamblaje, todo su proceso es diferente a todo lo que hemos visto antes. ¡Y todo está hecho aquí en los Estados Unidos!
Aquí está cómo Forge+Bond hace que su carretera de fibra de carbono reciclable, grava y bordes de bicicletas de montaña …
Video Factory Tour
Si TL; dr es su estilo, el video de arriba tiene a su CEO guiándonos a través de la fábrica y el proceso. Si prefiere fotos y palabras, o simplemente desea ver más detalles, aquí está la historia …

La fábrica de Forge+Bond está escondida en una pequeña ciudad llamada Gunnison, UT. Está cerca de la nada, y su fabricación de borde se extiende en dos edificios donde también hacen piezas para UTV y, anteriormente, para la industria aeroespacial. También hacen varias piezas para otras marcas al aire libre, además de producir llantas para Trek/Bontrager y Chris King.
Corte y bandeja
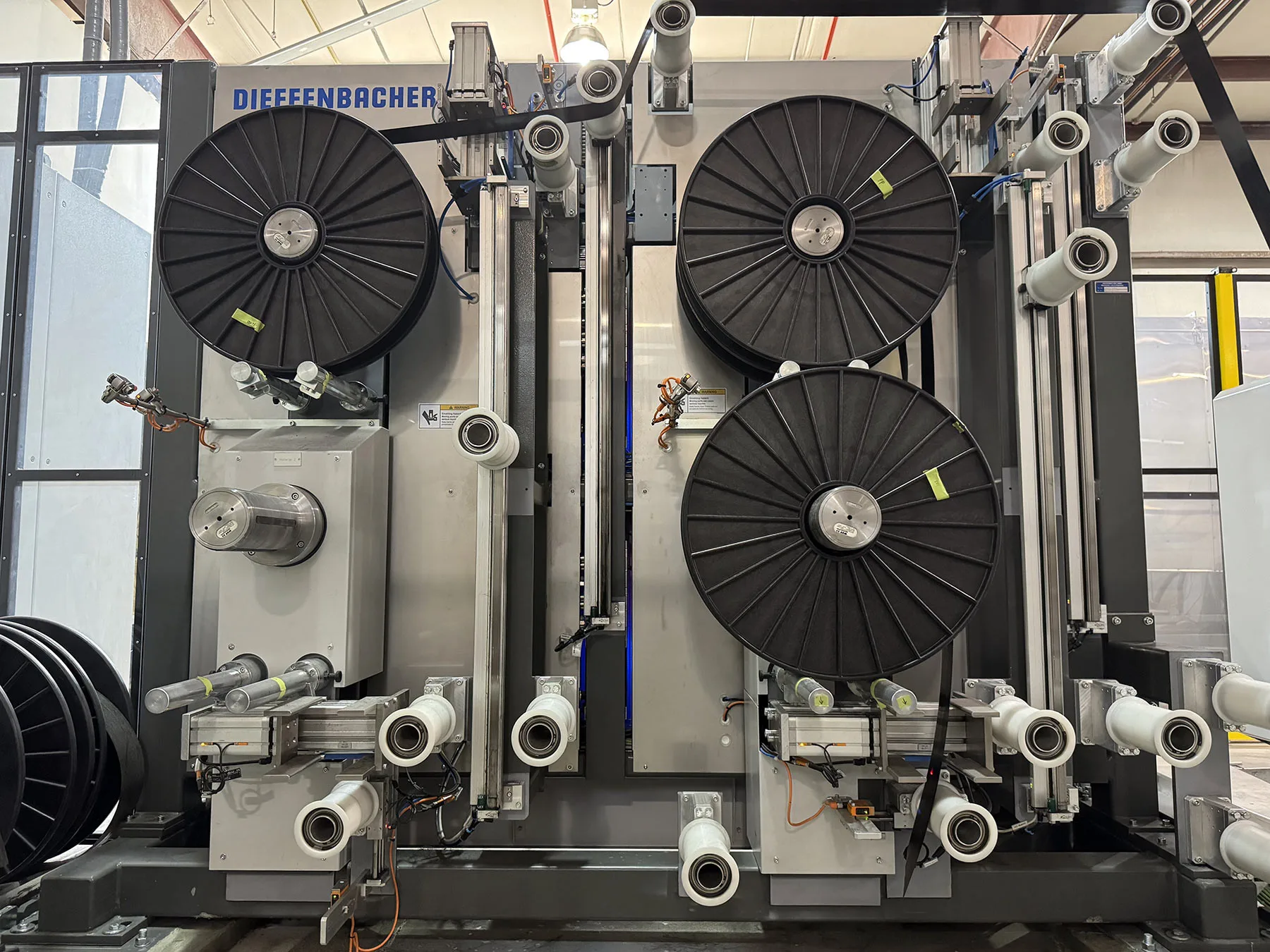
A diferencia de la fibra de carbono impregnada de epoxi típica, que se produce en grandes rollos anchos que deben mantenerse en un congelador para evitar que la resina se endurezca, el pre-Pre-Pre-Preg infundido con nylon de Forge+Bond se encuentra en carretes y se puede mantener indefinidamente a temperatura ambiente.
Están cargados en una fibra de fibra de Dieffenbacher …

… y la cinta de fibra de carbono corre a través de este cortador. Una cabeza giratoria puede cortarlo en cualquier ángulo de +45º a -45º.
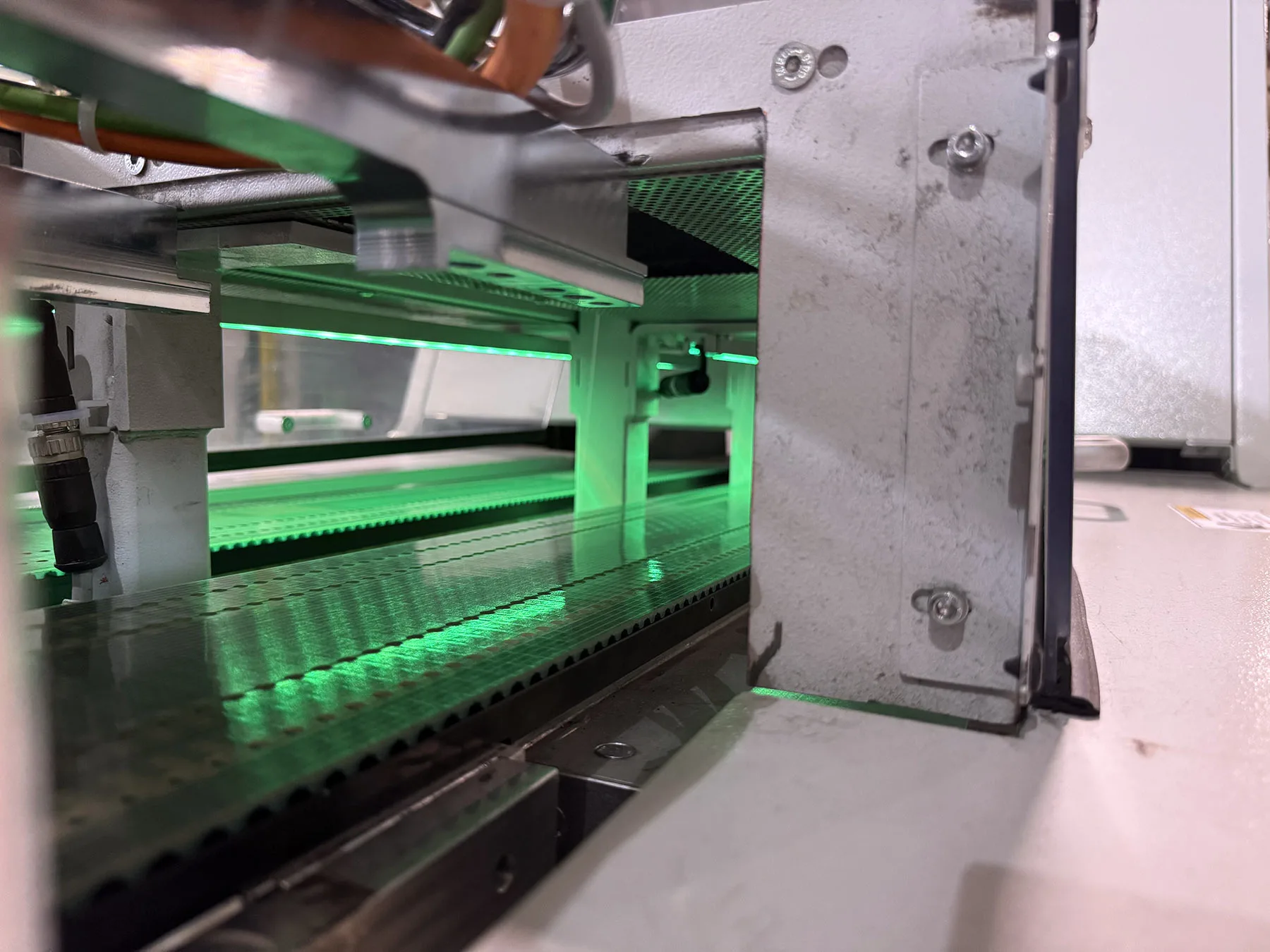
Luego corre a través de este túnel en un cinturón de presucción al vacío para sostener piezas en su lugar mientras las dispara a …

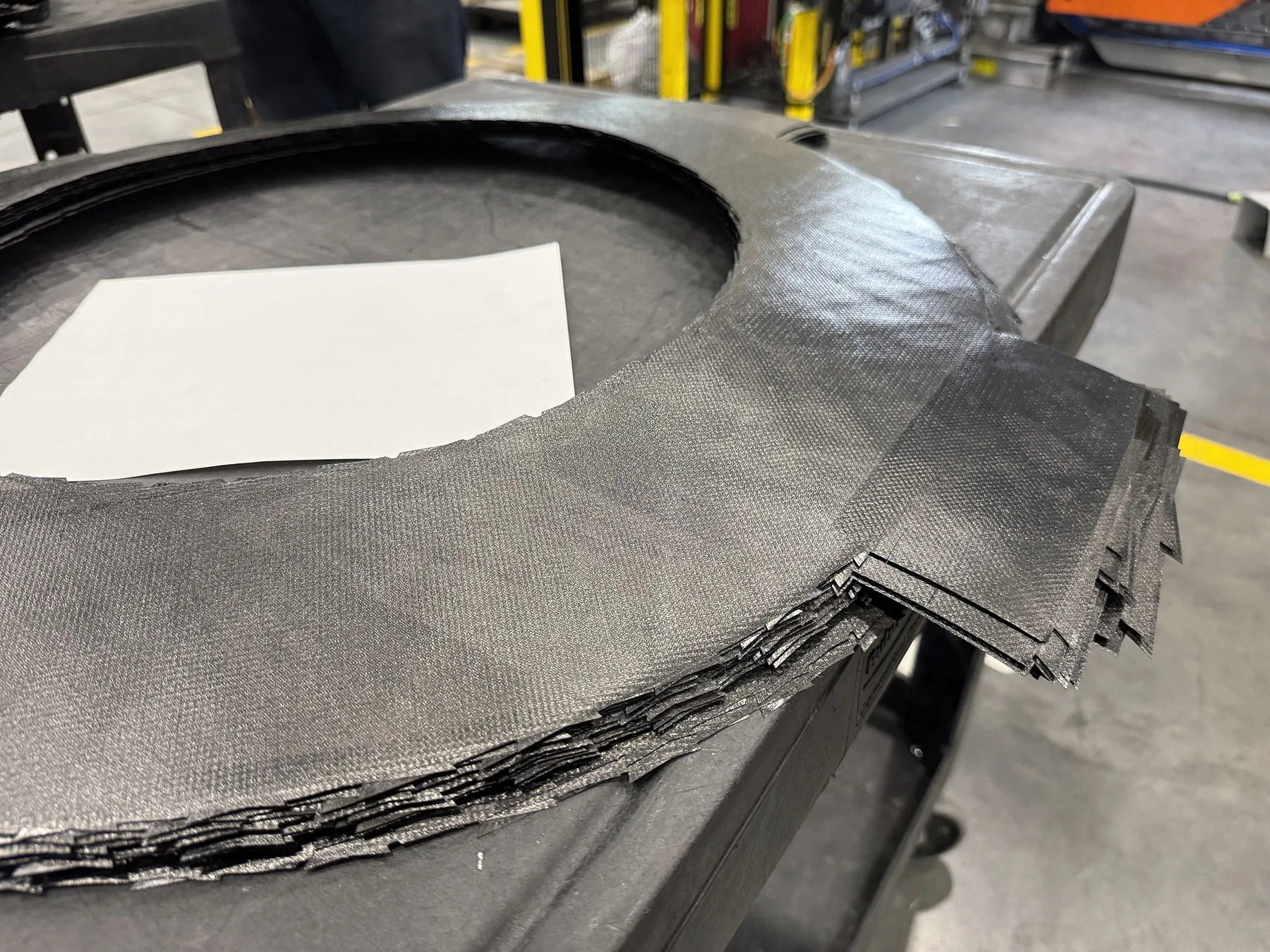
… la máquina de bandeja. Esta mesa de metal redondo gigante tira de un vacío para mantener la primera capa en su lugar. Las capas posteriores se colocan sobre él y se soldan ultrasónicamente a la capa debajo. Sigue siendo colocado en capas en varios ángulos hasta que produce esto:

Este blanco es una pared lateral de un borde (un borde de carretera de 37 mm de profundidad, si la memoria sirve).

Tenga en cuenta las “tarjetas” individuales de la fibra de carbono. Cada capa se corta en diferentes ángulos para crear la rigidez deseada, la flexión y las características de conducción. Ese pequeño sangría es la soldadura ultrasónica que coloca las capas en su lugar.
Y esta es una de las mayores diferencias en el método de construcción de Forge+Bond. Si bien muchas llantas de carbono usan láminas longitudinales para crear grandes paneles de fibra de carbono, las piezas más pequeñas de F+B les permiten inclinar las fibras para una calidad de conducción mucho más consistente alrededor del borde. Prácticamente cada fibra está en el ángulo óptimo para resistir los impactos o manejar la rigidez y el cumplimiento en el lugar exacto donde está rodando por el suelo.
Consolidación y ensamblaje

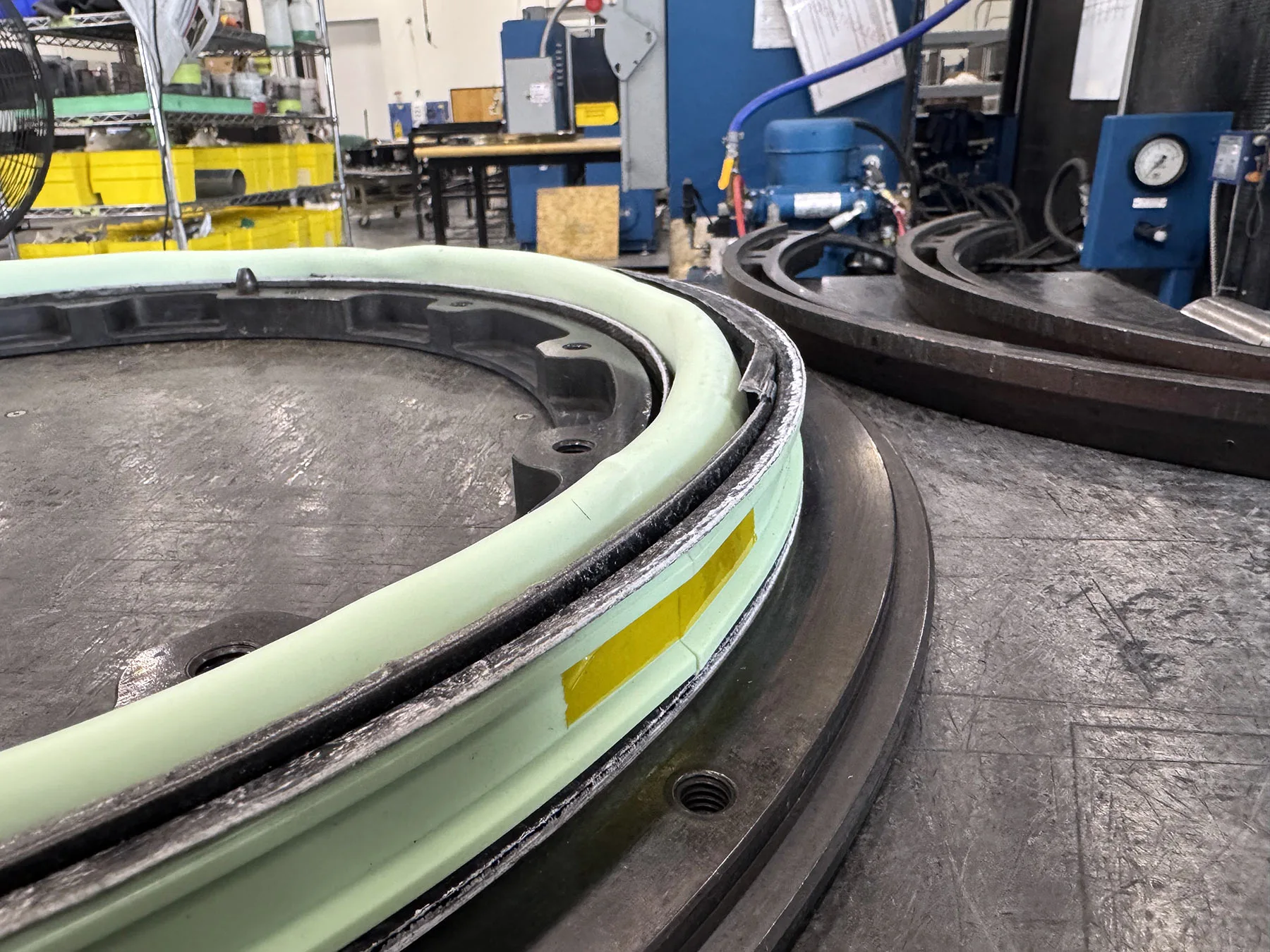
Esta máquina de aspecto aburrido es el consolidador. Entran las secciones de la llanta suelta, se tira un vacío para aplanarlo contra el vidrio, luego el cartucho (parte amarilla y tapa) se balancea a la derecha donde se calienta durante solo 45 segundos. Eso derrite el termoplástico lo suficiente para … esperar … consolidar la parte en una sola pieza.
Luego gira de nuevo y lo enfría en unos 90 segundos, luego gira, se abre y las piezas son lo suficientemente frías como para simplemente agarrar y quitar.
El resultado es una parte plana de una pieza (una pared lateral, en este caso) que está lista para formarse:

La gran prensa naranja en la parte posterior es donde los espacios en blanco plano y consolidado se presionan en la forma de la pared lateral. ¿Esas cuatro pestañas sobresaliendo? Así es como lo sujetan a la prensa, que luego los empuja hacia una cámara de calefacción para calentarlos y suavizarlos, también durante unos 45 segundos, luego se deslizan debajo de la prensa y se hacen puré en forma.
La prensa en sí no se calienta, solo presiona el carbón suave y cálido en forma. Lo sostiene allí el tiempo suficiente para que se enfríe y se endurezca (aproximadamente otros 90 segundos), luego se desliza y la pieza se quita.

Piense en ello como un par-una papa para ahorrar tiempo más tarde … las paredes laterales ahora mantienen su forma para que puedan ensamblarse en el molde final con las otras partes, pero aún no están completamente horneadas.

Los bordes también son ásperos, por lo que ahora estos van al cortador de chorro de agua para que se recorte en la forma final que cabe en el molde tendedero.net.
El corte usa solo agua. No hay medio adicional (material abrasivo) agregado al agua, por lo que la chatarra permanece limpia y va directamente a un contenedor de reciclaje:

Debido a que está usando termoplástico (nylon elegante) en lugar de una resina epoxi, el material de chatarra se puede cortar y volver a moldearse en otros artículos.
Hemos visto palancas de neumáticos hechas de ellas, pero Forge+Bond también está utilizando el material para hacer artículos más grandes para otras industrias donde no se requiere una fibra continua.

El lecho de la llanta está moldeado con tres secciones como una sola pieza …

… luego cortado y movido junto con las paredes laterales al área de moldeo.

Las paredes laterales …

… y los canales de la cama de la llanta están en cola …

… luego se colocó en moldes.
Las vejigas de silicona se colocan en el lecho de la llanta para dar forma al asiento del cordón del neumático y la pared lateral interna. Se usa una vejiga inflable debajo del lecho de la llanta, entre las paredes laterales, para crear la cavidad que le da una forma y estructura a un borde.
Una vez que está completamente ensamblado, la mitad superior del molde (con la otra pared lateral) se coloca en la parte superior, se atornilla y luego se conecta a una manguera de aire para presurizar las vejigas. Esa presión del aire empuja la fibra de carbono contra el molde de metal duro para compactarlo y exprimir cualquier aire y exceso de resina termoplástica.

Cada borde entra en la prensa de calor a la izquierda, donde se calienta a una temperatura de propiedad durante una cantidad de tiempo patentada (pero sorprendentemente corta). La prensa en sí no es presionarlo, todo está manejado por la presión de aire dentro del molde: solo proporciona el calor para derretir la resina y convertir las diversas partes en un solo borde.
Una vez que se calienta, se desliza hacia la derecha y entra en una prensa de enfriamiento. Esto baja la temperatura, y el momento y la velocidad de enfriamiento es otra parte patentada de su proceso. Dicen que controlar todos esos factores es lo que crea un borde fuerte con las cualidades de viaje correctas.

Los últimos pasos están recortando el parpadeo (exceso de resina que se exprime) y construyéndolos en ruedas. Para marcas como Chris King que construyen sus propias ruedas en casa, se aplican las calcomanías y luego se envían a Oregon.
Lo notable es la falta de trabajo de acabado adicional requerido. No hay lijado, relleno o pintura. Las llantas salen perfectas de los moldes, con solo el flasheo necesario para ser recogido y lijado. Todos pasan por el control de calidad, por supuesto, pero significa que no hay polvo de carbono volando o se requiere trabajo adicional para preparar las llantas.

El único trabajo de acabado adicional requerido es perforar los orificios de radios y válvulas (hechos dentro de una máquina cerrada) y parche el orificio donde se extrae el tubo de silicona interno. Un panel de carbono termoplástico que coincide con la forma del lecho de la llanta está unido en su lugar, luego están listos para ser construidos.
El nivel de automatización en cortar, colocar y preparar las llantas es verdaderamente único, y probablemente también ofrece un nivel mejorado de consistencia y calidad de acabado. En general, salimos realmente impresionados y estamos ansiosos por montar nuestro propio set en el futuro cercano.
Si cree que algún contenido infringe derechos de autor o propiedad intelectual, contacte en [email protected].
Copyright notice
If you believe any content infringes copyright or intellectual property rights, please contact [email protected].